Chain Driven Roller Conveyors
- Solutions By Product
- MHE Material Handling Equipment
- Conveyors
If your business requires you to move around large and bulky items such as pallets or large drums you should be considering a chain driven roller conveyor. HA4.0 has been designing and manufacturing conveyors for over 25 years and is able to design and produce a bespoke conveyor system for your business.
ADVANTAGES OF A CHAIN DRIVEN ROLLER CONVEYOR
- They are robust and heavy duty.
- They can be used in conjunction with fork lifts where goods can be loaded onto the conveyor system.
- The rollers can easily be replaced within the conveyor if they become damaged or worn.
- Although they are heavy duty, a chain driven roller conveyor system can be built to include cross transfers and powered turntables, so they are flexible.
- Chain driven roller conveyors have been designed to make moving palleted goods around easier.
- The rollers are generally constructed from mild steel which makes them cost effective to buy and replace.

A powered chain driven roller conveyor system is designed for heavy duty usage, but also to provide flexibility.
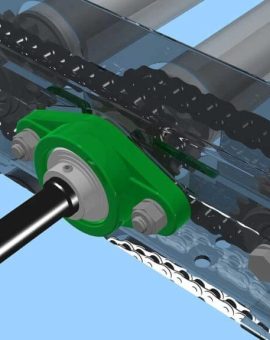
FEATURES OF A CHAIN DRIVEN ROLLER CONVEYOR
- A fully enclosed side frame
- Sprocketed thick walled steel rollers
- A chain-to-chain or one common chain drive mechanism
- An external shaft mounted motor